Our Factory
Our Factory
Total area of the Company’s premises, including both workshops – SERCO-1 and SERCO-2 – is in excess of 40,000 sq. m.
Open air storage is equipped with pipe racks and inspection beds and can accommodate more than 10,000 tons of pipes and tubes at a time.
SERCO-1, Threading Unit
Full length tubulars are threaded with API and premium connections at the line equipped with two high-speed OCTG lathes designed and built for this specific application.
The line is fully automatic and is capable of threading tubulars in the range of 2-3/8” through to 10-3/4” OD (60.3 – 273.1 mm).
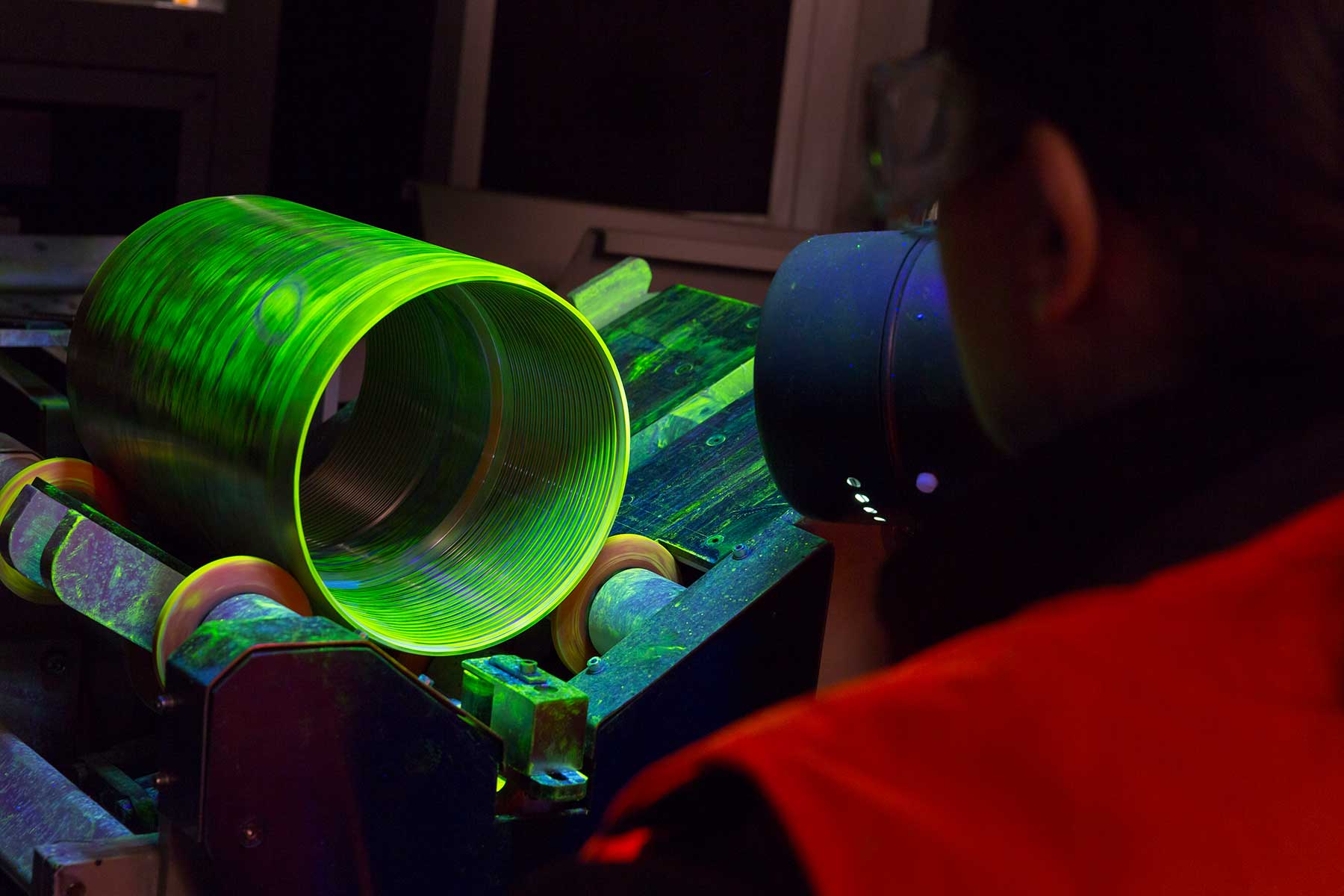
Wet magnetic particle inspection (MPI) units are installed after each OCTG lathe for non-destructive examination of the pipe extremities cut with premium connections.
Couplings are fed into the coupling make-up machine with a pre-screw unit featuring automatic application of thread compound. Torque is controlled, and torque charts for each make-up are stored on a hard drive.
After coupling make-up, pipe ends are drift-tested and, if so required, are hydrostatically tested for leakage. All acceptable joints are weighed, measured for their length, stencil marked and passed onto the bundling station.
Two stand-alone CNC lathes with handling tables are installed in the same shop for threading of the tubulars with outside diameter in the range of 4-1/2” through to 20” (114.3 – 508 mm).
Casing and tubing couplings are machined in coupling cells, after coupling stock has been cut into coupling blanks at two sawing lines. There are two CNC coupling cells, one is dedicated to small and mid-size range of couplings, and the other one – from mid-size to 20” (545 mm) OD.
After machining, couplings are visually inspected and passed onto the wet magnetic particle inspection (MPI) units. After wet MPI, couplings are transferred to SERCO-2 for surface treatment (Zn-, Mn-phosphating or copper plating).
SERCO-2, Surface Treatment
The Company is running a fully automated and highly sophisticated surface treatment plant, which is one of the best in class in terms of health, safety and environmental protection.
Couplings made of carbon steel are Zn- or Mn-phosphated. Materials with high Chromium content are copper-plated.
Having left the surface treatment plant, dry couplings are loaded into the painting line with the help of a robotic manipulator.
External surface of all couplings is painted and covered with UV-lacquer for grade identification, and marking by stenciling is applied.
Depending on a type of the premium connections cut, pipe ends may require mechanical calibration – conification (swaging) or expansion.
This is done on a swaging line featuring two hydraulic presses and stress-relieving stations after each press. The line is capable of handling tubulars up to 10-3/4” OD (273.1 mm).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}